

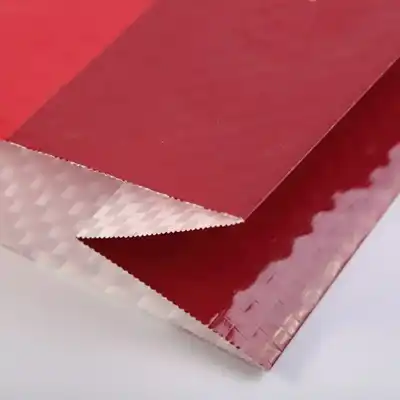
Side Type
M type gussets and flat side are both available for choice

Block Bottom
Block bottom design for upright stability and space efficiency

Anti-Slip Treatment
Anti-slip texture is good design for secure stacking safety
Transparent Window
Transparent window for content visibility and checking

Stitching
Offer fold-over, heat sealed, and PE tape fold over

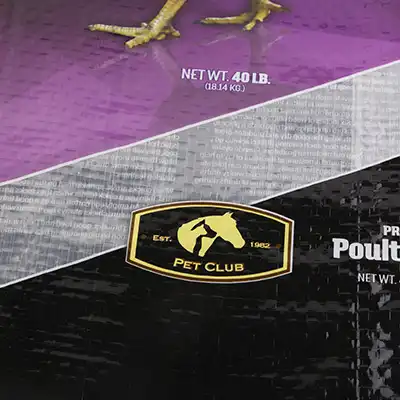
BOPP PP Woven Bags
Enhanced printability and gloss with Biaxially Oriented Polypropylene lamination.

Poly-Paper bags
Kraft Paper Composite PP Woven Bags, an Eco-friendly hybrid with paper lamination for rigidity and recyclability.

Waterproof PP Woven Bags
Offering Inner polyethylene layer or PE Inner bags for 100% moisture protection.