Square bottom valve bags achieve 30% higher stacking stability than traditional designs, with their structural integrity rooted in precision extrusion, stretching, and weaving processes that optimize polypropylene’s (PP) molecular alignment. At VidePak, our Austrian Starlinger extrusion lines produce PP tapes with ±0.02 mm thickness consistency, enabling woven fabrics that withstand 50 kg loads while maintaining 180° folding endurance. For example, our BOPP-coated valve bags reduced transport damages by 22% for a Mexican cement client, while anti-static variants prevented dust explosions in a Korean chemical plant.
1. Manufacturing Processes: Extrusion, Stretching, and Weaving Explained
Extrusion: Precision in Polymer Processing
Extrusion converts PP pellets into uniform tapes, where parameters like temperature (220–250°C) and screw speed (90–120 rpm) determine tape quality:
- Melt Flow Index (MFI): 8–12 g/10min ensures smooth surfaces (Ra <1.2 μm), critical for print adhesion.
- Thickness Tolerance: Starlinger’s iQ5 extruders maintain ±0.03 mm accuracy, eliminating weak points.
Impact on Durability: Consistent thickness prevents stress concentration, enhancing burst strength by 15–20%.
Tape Stretching: Balancing Strength and Flexibility
Post-extrusion tapes undergo monoaxial stretching (4:1–6:1 ratio) to align polymer chains:
- Higher Ratios: 6:1 stretching boosts tensile strength to 50 N/cm² but reduces elongation to 15%.
- Controlled Cooling: Prevents brittleness, crucial for valve bags requiring repeated handling.
Case Study: A 5:1 stretch ratio in our UV-resistant FIBC bags extended outdoor use by 40% in Middle Eastern climates.
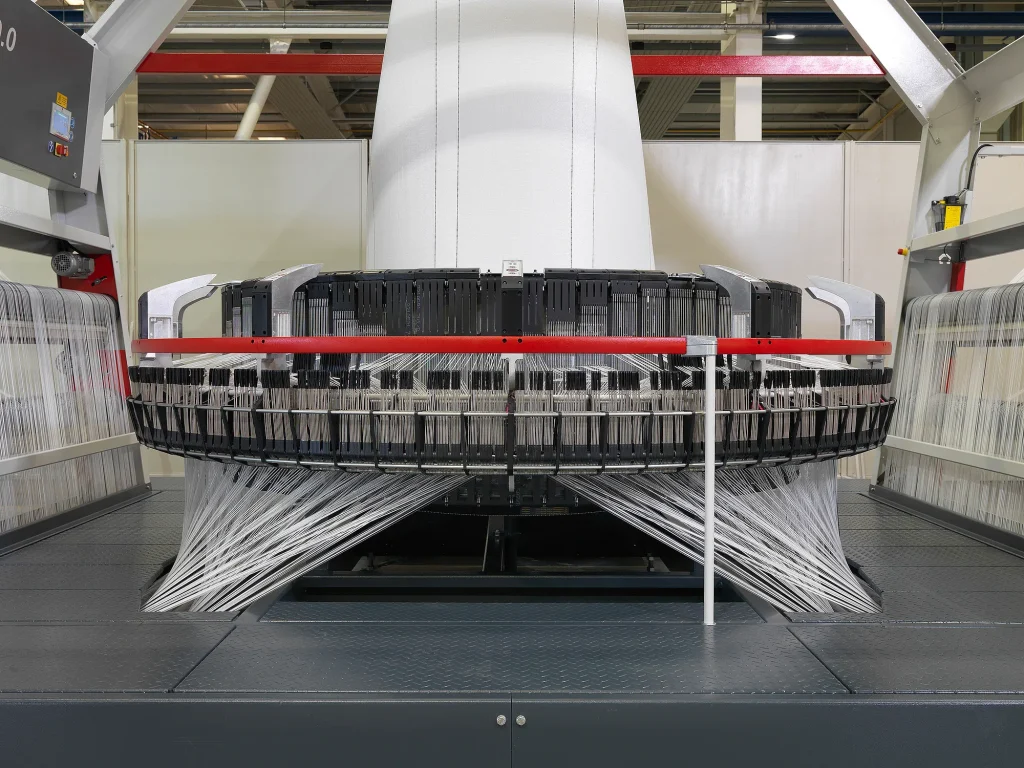
Weaving: Structural Integrity Through Interlacing
Circular looms interlace tapes into fabrics, with weave density (10–14 tapes/inch) dictating performance:
- Tighter Weaves (14/inch): Achieve 4,000+ Rub abrasion resistance (ISO 4649) for abrasive materials.
- Leno Weave Patterns: Enhance breathability for agricultural products like fertilizers.
Performance Comparison Table
| Process Parameter | Impact on Durability | Impact on Flexibility |
|---|---|---|
| Extrusion MFI | ±5% tensile strength variance | Surface smoothness for printing |
| Stretch Ratio | +30% tensile strength | -20% elongation capacity |
| Weave Density | +25% puncture resistance | -15% fold endurance |
2. Square Bottom Valve Bags: Design Advantages and Customization
Structural Benefits
- Stacking Efficiency: Flat bottoms enable 2.5 m stable stacking vs. 1.8 m for round-bottom bags.
- Valve Precision: Laser-cut valves ensure ±1 mm filling accuracy, reducing spillage by 18%.
Customization Options
| Feature | Technical Specifications | Applications |
|---|---|---|
| Valve Types | Spout, pinch-seal, degassing | Cement, food powders |
| Reinforcements | Double-stitched seams, corner guards | Sharp-edged minerals |
| Coatings | BOPP (moisture), PE (FDA-grade) | Pharmaceuticals, animal feed |
Example: A Canadian flour mill boosted efficiency by 25% using our anti-microbial BOPP bags with 0.5 mm precision valves.
3. Technical Specifications and Compliance
Material Properties
| Parameter | Standard Grade | Premium Grade |
|---|---|---|
| Tensile Strength | 35 N/cm² | 55 N/cm² |
| Elongation at Break | 25% | 18% |
| Valve Diameter | 50–150 mm | Customizable |
| Cost per 1,000 | $180–$250 | $280–$350 |
Compliance Standards
- Food Safety: FDA 21 CFR, EU Regulation 10/2011.
- Explosive Environments: ATEX-certified anti-static liners (<10^8 Ω surface resistivity).
4. FAQs: Addressing Industrial Concerns
Q1: How do extrusion temperatures affect chemical resistance?
- A: Processing at 240°C enhances crystallinity, improving resistance to acids (pH 2–5) and alkalis (pH 10–12).
Q2: Can these bags withstand freezer storage?
- A: Yes. VidePak’s PP formulations retain 85% flexibility at -30°C (ASTM D746 tested).
Q3: What’s the MOQ for custom valve designs?
- A: 5,000 units (10-day lead time) via 100+ looms and 30 printing machines.
5. VidePak’s Manufacturing Excellence
Founded in 2008 by CEO Ray, VidePak combines 30+ years of expertise with:
- Scale: 568 employees, 16 extrusion lines, 100+ Starlinger circular looms.
- Sustainability: 100% recyclable PP, 20% post-industrial recycled content by 2025.
- Certifications: ISO 9001, ISO 14001, Oeko-Tex® for food-grade solutions.
Case Study: A Brazilian coffee exporter reduced waste by 30% using our degassing valve bags with 9-layer foil barriers.
6. Industry Trends and Innovations
- Smart Packaging: QR codes and RFID integration for supply chain tracking.
- Circular Economy: Bio-PP blends (15% sugarcane-based) under development for 2025 launch.
References
- VidePak Woven Bags. (2025). Understanding Block Bottom Valve Bags: High-Performance Industrial Packaging.
- VidePak Woven Bags. (2025). The Craftsmanship Behind BOPP Woven Bags: VidePak’s Commitment to Excellence.
- Industry Standards: ASTM D5265, ISO 4649, FDA 21 CFR.
Contact
- Website: https://www.pp-wovenbags.com/
- Email: info@pp-wovenbags.com
For specialized applications like FIBC bulk bags in construction waste management or high-barrier valve solutions, explore our resources on valve bag innovations and heavy-duty FIBC solutions.